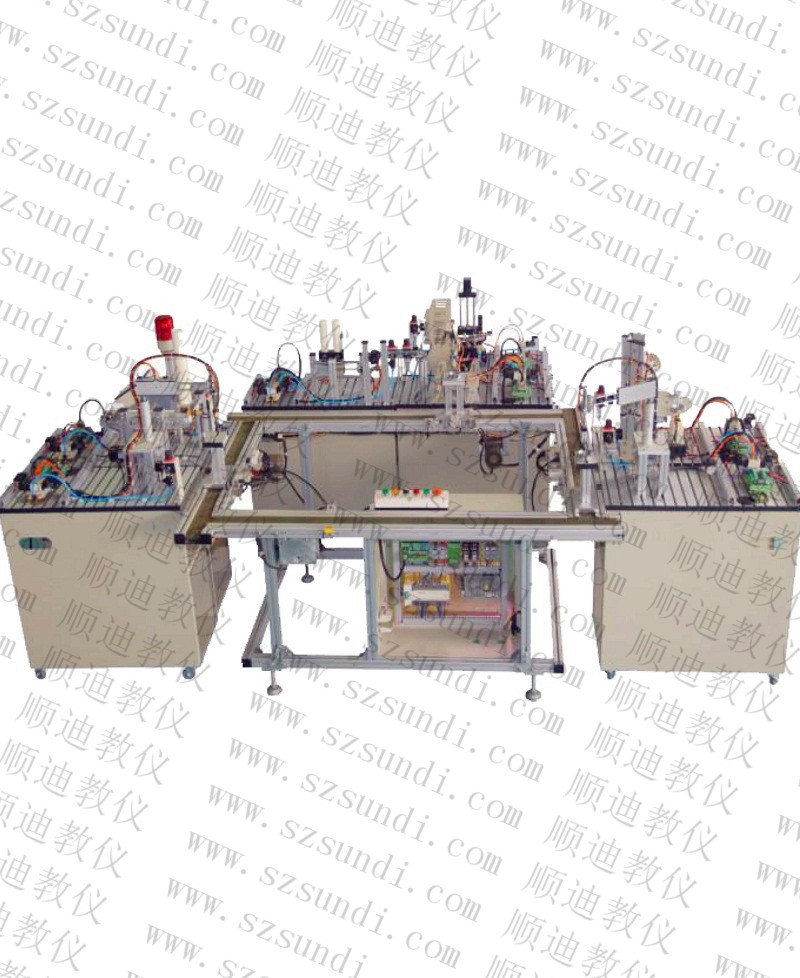
(一)SDWR-01微型柔性加工系统概述
该设备主要包括:环形工件传输单元、上料检测单元、搬运单元、加工单元、安装单元、安装搬运单元、分类搬运单元、分类单元共八单元,完成上料――传输――加工――安装――传输――分类存储工序。该实验设备的特点是:具有较好的柔性,每站各有一套PLC 控制系统独立控制,可将八个站分开培训,同时容纳较多的学员同时学习。在基本单元模块培训完成以后,又可以将相邻的二站、三站…直至八站连在一起,学习复杂系统的控制、编程、装配和调试技术。
各站PLC使用FX2N-48系列 ,每站均增配FX2N-485BD通信模块,用于组建三菱RS485网络。主控单元设在第一站,配置为三菱FX2N-48MR PLC主机。总线结构:采用三菱RS485网络通信,使各站之间的控制信息和状态数据能够实时相互交换。配有USB-SC09编程电缆。具有良好的人机界面,便于操作。
(二)指标
技术指标
(1)输入电压: 220V/ 0.8A
(2)执行驱动电压:24V/4.5A
(3)环境温度:0-55℃(工作) -20-70℃(保存)
(4)相对湿度:35-85%(无冷凝)
(5)接地:第三种接地
(6)工作环境:禁止腐蚀性,可燃性气体接触,防止导电尘埃
功能指标
各个单元的基本功能如下:
1、供料站的基本功能:按照需要将放置在料仓中待加工的工件自动送出到物料台上,以便搬运站的抓取机械手装置将工件抓取送往其他工作站。
2、搬运站的基本功能:通过到指定单元的物料台精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
3、加工站的基本功能:把该单元物料台上的工件(工件由安装搬运站的抓取机械手装置送来)送到加工区域,完成一次模拟钻孔加工,然后再送出加工区域,待安装搬运站的抓取机械手装置取出。
4、安装搬运站的基本功能:通过到指定单元的物料台精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
5、装配站的基本功能:完成将该单元料仓内的黑色或蓝色小圆柱工件嵌入到已加工的工件中的装配过程。
6、平面仓库站的基本功能:把已安装好的工件进行分类,在把分类好的工件运送到指定的仓库。
7、环形输送站的基本功能:主要完成工件在每个站点之间的运输。
8、分类搬运站基本功能:通过到指定单元的物料台精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
(三)系统特点
模块化生产控制系统设备是一套开放式的设备,用户在一定程度上可根据自己的需要选择设备组成单元的数量、类型,最多可由8个工作站组成,最少时一个站即可自成一个独立的控制系统。由多个单元组成的系统,PLC网络的控制方案可以体现出自动生产线的控制特点。
设备中的各工作单元均安放在型材桌面上,便于各个机械机构及气动部件的拆卸和安装,控制线路的布线、气动电磁阀及气管安装。模块之间、模块与实训台上接线端子排之间的连接方式采用电缆线,最大限度地满足综合性实训的要求。
总的来说,模块化生产控制系统综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网和步进电机位置控制等。利用该系统,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
(四)SDWR-01微型柔性加工系统:
1、环形工件传输单元:
该单元由四条直线传输带组成,其中三条直线传输带有二个拦截缸和一个夹紧缸,一个为一个拦截缸。在夹紧缸附近有检测传感器,每条传输带由交流减速电机驱动,控制系统由开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、交流减速电机、电磁阀及气缸组成。主要完成工件上料、传送并传递工件颜色。
2、上料检测单元:
由自动推料装置、传送带机构、自动拦截机构、检测工件和颜色的光电开关、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、直流电机、电磁阀及气缸组成。主要完成工件上料、传送并检测工件颜色。
3、搬运单元:
由机械手、横臂、回转台(由交流伺服电机及蜗轮蜗杆减速装置驱动)、电感式传感器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成将工件从上站搬至下一站。
4、加工单元
由直流电机驱动的回转工作台(蜗轮蜗杆传动)、步进电机驱动的模拟换刀机构、检测缸组件、检测工件、转台到位传感器、直流电机打孔装置、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、电机、多种类型电磁阀及气缸组成。主要完成用回转工作台将工件在四个工位间转换,钻孔单元打孔(带模拟换刀机构),检测打孔深度。
5、安装单元
由吸盘机械手、上下摇臂部件、料仓换位部件、工件推出部件、真空发生器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成选择要安装工件的料仓,将工件从料仓中推出,将工件安装到位。
6、安装搬运单元
由平移工作台、吊臂、机械手、开关电源、可编程序控制器、按钮、I/O口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成工件的安装与搬运。
7、分类搬运单元
由机械手、横臂、回转台(由交流电机及涡轮蜗杆减速装置驱动)、电感式传感器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成将工件从上站搬至下一站。
8、分类单元
由滚珠丝杠、直线轴承、直线导轨、工件推出部件、分类料仓、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、步进电机、电磁阀及气缸组成。主要完成按工件类型分类,将工件推入库房。
(五)培训内容
1、传感器培训:该系统所使用的传感器数量达四十多个, 有电感式的、光电式的以及电磁式的, 每一个都有着各自的特性、发挥着不同的作用, 使系统得以可靠工作。通过了解设备中各类传感器的工作特性,可加强学生对这些传感器的感性认识, 再结合老师对传感器工作原理的分析和特性演示,可使学员快速掌握所学知识。
2、气动技术培训 :该装置上使用了大量的气动元件,包括多种电控气动阀、多种气动缸、气动夹爪、真空吸盘、真空发生器、过滤调压阀等。 在学习这些气动元件时,学生不但可以单独学习每一种分离元件, 还可以在学习时了解各种气动元件之间以及气动元件与其它元件之间是如何配合起来进行协调工作的。
3、PLC 技术培训 :该系统所提供的八套工作站各自都有一套PLC 控制器,这使得它可以分成八个完全独立的工作单元, 使二十几个学生可以同时进行学习, 而且每个学员都有动手的机会。 在该设备上学员不但可以学习PLC 的各种技术, 而且可以学习综合科技环境下PLC 的多种应用。 为灵活学习和掌握PLC 的各方面知识提供了条件。
4、电气控制系统培训:八个工作站其电控部分全部按照工业标准和习惯进行设计, 并且以附件方式提供全部设计图纸和说明书。 学员在该设备上可学习电路原理图分析、PLC 各I/O 地址查对和新设备电路连线分析方法。
5、机械系统安装调试培训:八个工作站可让各组学员将机械部分全部的或部分的拆去, 再按要求将其重新组装, 并且调试至系统可正常、可靠地工作。 这对提高在校学生动手能力有极大帮助。
6、电机驱动技术培训:系统中分别有两个工作站配置了交流伺服系统,还有两个工作站配置了步进系统,学生在学习交流伺服和步进电机的原理及应用时,在这里可以得到切实的应用;此外,系统中还有其他电机,对于各种电机的特点、驱动方式及应用,学生都会有所了解和认识。
7、系统维护和故障检测技术培训:这部分培训重点介绍机电一体化系统日常维护的内容和方法, 以及系统常见故障分析、排除的方法。
8、计算机组态监控技术培训:随着对工业自动化的要求越来越高,以及大量控制设备和过程监控装置之间通信的需要,监控和数据采集系统越来越受到重视。掌握上位计算机监控技术也是学生的必修课程。该系统采用的是国内流行的典型工业控制组态监控软件。通过该软件的学习可了解实际工程中的常见问题及处理方法。
9、网络技术培训: 该系统各单元设计可完全独立工作,学生依据控制要求编写本单元PLC程序,并调试正常后,通过网络技术、把多个单元联成一套完整的现代生产物流系统。由于增加了网络硬件模块,控制要求加入了各单元PLC数据的交换处理环节,增加了学习PLC网络通信方面的内容,对掌握相应的知识提供方便的训练条件。
10、该系统提供了MES生产制造管理软件和组态监控演示程序一套,在学习和掌握硬件理论的基础,为学生、老师设计了一个可持续开发和研究的课题。上位机软件的开发和应用,能让学生更加完整地接受机电一体化控制领域的综合技能。主要围绕了组态王软件程序的开发和VC++、VB、Labview等高级计算机语言的程序界面开发。